

ຜູ້ຜະລິດແລະໂຮງງານຜະລິດອຸປະກອນການເຊື່ອມໂລຫະທີ່ດີທີ່ສຸດໃນປະເທດຈີນ
ການພັດທະນາບໍລິສັດ
- ໃນປີ 2011, TTM ໄດ້ສ້າງຕັ້ງຂຶ້ນໃນ ShenZhen.
- ປີ 2012, ເຄື່ອນໄຫວຢູ່ດົງກວນ;ການສ້າງສາຍພົວພັນການຮ່ວມມືກັບ Magna International Inc.
- ໃນປີ 2013 ແນະນໍາອຸປະກອນທີ່ກ້າວຫນ້າທາງດ້ານຫຼາຍ.
- ໃນປີ 2016, ໄດ້ແນະນໍາອຸປະກອນ CMM ຂະຫນາດໃຫຍ່ແລະອຸປະກອນ CNC 5 ແກນ;ຮ່ວມມືກັບ OEM Ford ສໍາເລັດໂຄງການ Porsche, Lamborghini ແລະ Tesla CF.
- ໃນປີ 2017, ຍ້າຍໄປຢູ່ບ່ອນປູກຂອງປະຈຸບັນ;CNC ເພີ່ມຂຶ້ນຈາກ 8 ຫາ 17 ຊຸດ.Top Talent Automotive Fixtures & Jigs Co.Ltd ຖືກສ້າງຕັ້ງຂຶ້ນ
- ໃນປີ 2018, ໄດ້ຮ່ວມມືກັບລົດຍົນ LEVDEO ແລະສໍາເລັດສາຍການຜະລິດລົດຍົນ.4-axis CNC ຄວາມໄວສູງໄດ້ຖືກນໍາສະເຫນີ, ຈໍານວນທັງຫມົດຂອງ CNC ບັນລຸ 21.
- ໃນປີ 2019, Dongguan Hong Xing Tool & Die Manufacturer Co., Ltd ໄດ້ຖືກສ້າງຕັ້ງຂຶ້ນ.(One Stop Service) ຮ່ວມມືກັບ Tesla Shanghai ແລະ Sodecia ເຢຍລະມັນ.ໄດ້ສ້າງຫ້ອງທົດລອງ R&D ໃຫມ່ສໍາລັບການອັດຕະໂນມັດ.
- ໃນປີ 2020, ໄດ້ຮ່ວມມືກັບ OEM ISUZU ໃນ SA; ສໍາເລັດການບໍລິການ RG06 One-Stop.
- ປີ 2021, ກ້າວໄປໜ້າດ້ວຍຄວາມເຊື່ອໝັ້ນດ້ານຄຸນນະພາບເພື່ອສ້າງວິສາຫະກິດລະດັບໂລກ.
- ໃນປີ 2022, ຫ້ອງການ TTM ຂອງກຸ່ມໄດ້ສ້າງຕັ້ງຂຶ້ນໃນເມືອງ Dongguan, CNC ໃຫມ່ 4 ແກນ * 5 ຊຸດ, New Press * 630 ໂຕນ, Hexagon Absolute Arm.
- ໃນປີ 2023, TTM ກໍາລັງກໍ່ສ້າງໂຮງງານໃຫມ່ສໍາລັບທຸລະກິດການກວດກາອຸປະກອນການເຊື່ອມໂລຫະ;ເພີ່ມຫນຶ່ງ 2000T ກົດ.

ກວດສອບໂຮງງານ Fixture & Welding Jigs (ເນື້ອທີ່ທັງໝົດ: 9000m²)

ໂຮງງານຜະລິດຊິ້ນສ່ວນເຄື່ອງປ້ຳ ແລະເຄື່ອງອັດສະແຕມ (ເນື້ອທີ່ທັງໝົດ: 16000m²)
ລາຍລະອຽດຜະລິດຕະພັນ
| ຊື່ຜະລິດຕະພັນ | ການເຊື່ອມໂລຫະ |
| ຄໍາຮ້ອງສະຫມັກ | Automotive CCB, Front End, WS Spring Link, Front Bumper ແລະອື່ນໆ. |
| ປະເພດການເຊື່ອມ | ການເຊື່ອມໂລຫະຈຸດ, ການເຊື່ອມໂລຫະ Arc, (CNC/Assembly) ການເຊື່ອມໂລຫະພິເສດ |
| ຍີ່ຫໍ້ສ່ວນປະກອບ Pneumatic | SMC, FESTO, TUENKERS, CKD, ຕົວຍຶດຄູ່ມື |
| ຍີ່ຫໍ້ອົງປະກອບໄຟຟ້າ | OMRON, Mitsubishi, Siemens, Balluff |
| ວັດສະດຸ (ບລັອກ, ປັກໝຸດທີ່ຕັ້ງ) | 45# ເຫຼັກກ້າ, ທອງແດງ, ສະແຕນເລດ |
| ວິທີການປະຕິບັດງານ | ການເຊື່ອມໂລຫະຫຸ່ນຍົນ, ການເຊື່ອມໂລຫະດ້ວຍມື, ການເຊື່ອມໂລຫະພິເສດ |
| ວິທີການຄວບຄຸມ | ການຄວບຄຸມອາກາດ (ວາວຄວບຄຸມນິວເມຕິກ), ການຄວບຄຸມໄຟຟ້າ (ວາວ solenoid), ຄູ່ມື, ບໍ່ມີວາວ solenoid ທີ່ຕ້ອງການໃຫ້ສະຫຼັບເຊື່ອມຕໍ່ |
| ວິທີການຍຶດ | Pneumatic, ຄູ່ມື |
| ວິທີການສື່ສານກັບຈຸລັງເຊື່ອມ | EtherCAT, PROFINET, CC-LINK |
| ກ່ອງ Relay ການສື່ສານ | ວິທີການສາຍປ່ອງໄຟຟ້າ, ປະເພດເຕົ້າຮັບດ່ວນ, Solenoid valve ປະເພດເກາະ |
| ການເຊື່ອມໂລຫະປະເພດຖານ | ແກ້ໄຂຢູ່ເທິງພື້ນ, Positioner/Flip Tye |
| ທາງທໍ່ | ທໍ່ຊັ້ນດຽວ, ທໍ່ຕ້ານໄຟ, ທໍ່ທອງແດງ / ສະແຕນເລດ |
| ການປິ່ນປົວພື້ນຜິວ Fixture | ການທາສີ, ການທາສີ + ສີດຳ oxidization, ສັງກະສີເຄືອບ, ສີຜົງ |
| ເວລານໍາ | 2-4 ອາທິດສໍາລັບການອອກແບບແລະການທົບທວນຄືນການອອກແບບ; 10-12 ອາທິດສໍາລັບການຜະລິດຫຼັງຈາກການອະນຸມັດການອອກແບບ 7-10 ມື້ເຮັດວຽກສໍາລັບການຂົນສົ່ງທາງອາກາດ; 4-5 ອາທິດສໍາລັບການ sipping ມະຫາສະຫມຸດ |
| ຊີວິດຕາຍ | ຂຶ້ນກັບຄວາມສາມາດໃນການຜະລິດຂອງລູກຄ້າ |
| ການປະກັນໄພຄຸນນະພາບ | ການກວດກາ CMM ທົດສອບດ້ວຍຕົວຢ່າງ ຊື້-ຂາຍຢູ່ບ່ອນ ວິດີໂອອອນໄລນ໌ກອງປະຊຸມເວັບໄຊຕ໌ຊື້-Off ການແກ້ໄຂບັນຫາການຊື້ອອກ |
| ຊຸດ | ກ່ອງໄມ້ສໍາລັບຕົວຢ່າງ;ກ່ອງໄມ້ຫຼືພາເລດສໍາລັບ fixtures; |
ຍານຍົນອຸປະກອນເຊື່ອມແມ່ນເຄື່ອງມືທີ່ ສຳ ຄັນໃນຂະບວນການຜະລິດລົດຍົນ.ອຸປະກອນເສີມພິເສດເຫຼົ່ານີ້ຖືກອອກແບບມາເພື່ອຮັບປະກັນການຈັດຕໍາແຫນ່ງທີ່ຊັດເຈນແລະການປະກອບຂອງອົງປະກອບຕ່າງໆ, ອໍານວຍຄວາມສະດວກໃນການເຊື່ອມໂລຫະຂອງ chassis, ກະດານຮ່າງກາຍ, ແລະພາກສ່ວນທີ່ສໍາຄັນອື່ນໆ.ໃນສະພາບລວມນີ້, ພວກເຮົາຈະຄົ້ນຫາລັກສະນະທີ່ສໍາຄັນຂອງອຸປະກອນການເຊື່ອມໂລຫະລົດຍົນ, ລວມທັງຄວາມສໍາຄັນຂອງພວກເຂົາ, ການພິຈາລະນາການອອກແບບ, ການຜະລິດ, ການຄວບຄຸມຄຸນນະພາບ, ແລະບົດບາດຂອງພວກເຂົາໃນອຸດສາຫະກໍາລົດຍົນ.1. ຄວາມສຳຄັນຂອງເຄື່ອງເຊື່ອມໂລຫະລົດຍົນ:
ການເຊື່ອມໂລຫະລົດຍົນມີບົດບາດສໍາຄັນໃນການຜະລິດລົດໃຫຍ່ສໍາລັບເຫດຜົນຫຼາຍຢ່າງ: ຄວາມແມ່ນຍໍາ: ພວກເຂົາຮັບປະກັນການສອດຄ່ອງຂອງອົງປະກອບທີ່ຊັດເຈນ, ນໍາໄປສູ່ການເຊື່ອມໂລຫະທີ່ສອດຄ່ອງແລະຖືກຕ້ອງ.ນີ້ແມ່ນສິ່ງສໍາຄັນສໍາລັບຄວາມສົມບູນຂອງໂຄງສ້າງແລະຄວາມປອດໄພຂອງຍານພາຫະນະ.
ປະສິດທິພາບ: ເຄື່ອງເຊື່ອມໂລຫະເລັ່ງຂະບວນການປະກອບ, ຫຼຸດຜ່ອນເວລາການຜະລິດແລະຄ່າໃຊ້ຈ່າຍແຮງງານ.ການຮັບປະກັນຄຸນນະພາບ: ໂດຍການຖືຊິ້ນສ່ວນຢູ່ໃນຕໍາແຫນ່ງທີ່ຖືກຕ້ອງ, ເຄື່ອງສ້ອມຈະຫຼຸດຜ່ອນຄວາມສ່ຽງຕໍ່ຄວາມຜິດພາດແລະຂໍ້ບົກພ່ອງໃນຜະລິດຕະພັນສຸດທ້າຍ.ຄວາມສອດຄ່ອງ: Fixtures ໃຫ້ຜົນໄດ້ຮັບທີ່ສອດຄ່ອງ, ໂດຍບໍ່ຄໍານຶງເຖິງລະດັບທັກສະຂອງຜູ້ປະຕິບັດງານ, ເຊິ່ງເປັນສິ່ງຈໍາເປັນສໍາລັບການບັນລຸຄຸນນະພາບຍານພາຫະນະທີ່ເປັນເອກະພາບ.2. ການພິຈາລະນາການອອກແບບ: ການອອກແບບອຸປະກອນເຊື່ອມລົດຍົນແມ່ນເປັນຂະບວນການທີ່ຊັບຊ້ອນ ເຊິ່ງປະກອບດ້ວຍການພິຈາລະນາຢ່າງຮອບຄອບຂອງປັດໃຈຕ່າງໆ: ແບບຈໍາລອງຂອງຍານພາຫະນະ: ການອອກແບບຂອງອຸປະກອນຕ້ອງສອດຄ່ອງກັບການຜະລິດ ແລະແບບຈໍາລອງສະເພາະຂອງຍານພາຫະນະທີ່ກໍາລັງຜະລິດ.ນີ້ຮຽກຮ້ອງໃຫ້ມີຄວາມເຂົ້າໃຈຢ່າງເລິກເຊິ່ງກ່ຽວກັບຄວາມຕ້ອງການປະກອບຂອງຍານພາຫະນະ.ການວາງຕຳແໜ່ງສ່ວນ: ເຄື່ອງສ້ອມຕ້ອງຈັດຕຳແໜ່ງອົງປະກອບລົດຕ່າງໆໃຫ້ຖືກຕ້ອງ ເຊັ່ນ: ແຜງຕົວເຄື່ອງ, ພາກສ່ວນຕົວເຄື່ອງ ແລະ ອົງປະກອບກອບ.ນີ້ປະກອບມີຈຸດທີ່ຊັດເຈນ, ກົນໄກການຍຶດ, ແລະໂຄງສ້າງສະຫນັບສະຫນູນ.ຄວາມທົນທານແລະການສອດຄ່ອງ: ວິສະວະກອນຕ້ອງພິຈາລະນາຄວາມທົນທານທີ່ແຫນ້ນຫນາແລະຄວາມຕ້ອງການການຈັດຕໍາແຫນ່ງເພື່ອຮັບປະກັນວ່າອົງປະກອບທີ່ສອດຄ່ອງກັນຢ່າງສົມບູນ.
ການເລືອກວັດສະດຸ: ທາງເລືອກຂອງວັດສະດຸສໍາລັບ fixture ແມ່ນສໍາຄັນ.ມັນຄວນຈະທົນທານ, ທົນທານຕໍ່ຄວາມຮ້ອນ, ແລະແຂງເພື່ອທົນທານຕໍ່ຂະບວນການເຊື່ອມ.Ergonomics: Fixtures ຄວນຖືກອອກແບບມາເພື່ອຄວາມສະດວກໃນການນໍາໃຊ້ແລະຄວາມປອດໄພຂອງຜູ້ປະຕິບັດງານ.ນີ້ລວມມີການພິຈາລະນາສໍາລັບການເຂົ້າເຖິງ, ການເບິ່ງເຫັນ, ແລະ ergonomics ໃນລະຫວ່າງການປະຕິບັດງານການເຊື່ອມໂລຫະ.3. Fixture Fabrication:
ການຜະລິດເຄື່ອງເຊື່ອມຕໍ່ລົດຍົນປະກອບມີຫຼາຍຂັ້ນຕອນ:
ການອອກແບບ CAD: ຜູ້ອອກແບບສ້າງແບບຈໍາລອງ CAD 3D ແບບລະອຽດຂອງອຸປະກອນ, ກໍານົດຕໍາແຫນ່ງ, ທິດທາງ, ແລະຈຸດຍຶດສໍາລັບແຕ່ລະອົງປະກອບ.ການເລືອກວັດສະດຸ: ອີງຕາມການອອກແບບສະເພາະ, ວັດສະດຸທີ່ເຫມາະສົມ, ມັກຈະເປັນເຫຼັກຫຼືອາລູມິນຽມ, ໄດ້ຖືກເລືອກສໍາລັບການກໍ່ສ້າງຂອງ fixture.ການຜະລິດອົງປະກອບ: ອົງປະກອບສ່ວນບຸກຄົນ, ລວມທັງໂຄງສ້າງສະຫນັບສະຫນູນ, clamps, ແລະອົງປະກອບການຈັດຕໍາແຫນ່ງ, ແມ່ນຜະລິດທີ່ຊັດເຈນໂດຍໃຊ້ເຄື່ອງຈັກ CNC ແລະເຕັກນິກພິເສດອື່ນໆ.ການເຊື່ອມໂລຫະແລະການປະກອບ: ຊ່າງເຊື່ອມໂລຫະທີ່ມີຄວາມຊໍານິຊໍານານແລະນັກວິຊາການປະກອບອົງປະກອບ, ຮັບປະກັນວ່າພວກມັນເຂົ້າກັນໄດ້ຢ່າງຖືກຕ້ອງແລະຫມັ້ນຄົງ.ການທົດສອບ: fixture ໄດ້ຜ່ານການທົດສອບຢ່າງເຂັ້ມງວດເພື່ອຮັບປະກັນວ່າມັນຕອບສະຫນອງຄວາມສອດຄ່ອງແລະຄວາມທົນທານທີ່ຕ້ອງການສໍາລັບການເຊື່ອມໂລຫະທີ່ຖືກຕ້ອງ.ນີ້ປະກອບມີການທົດສອບການປັບອົງປະກອບຂອງຍານພາຫະນະ.Calibration: fixture ແມ່ນ calibrated ເພື່ອຮັບປະກັນວ່າມັນຍັງຄົງຢູ່ໃນຄວາມສອດຄ່ອງທີ່ສົມບູນແບບແລະຮັກສາຄວາມສົມບູນຂອງໂຄງສ້າງຂອງຕົນ.4. ການຄວບຄຸມຄຸນນະພາບ: ການຮັກສາມາດຕະຖານຄຸນນະພາບສູງຕະຫຼອດຂະບວນການຜະລິດຂອງ fixture ເປັນສິ່ງຈໍາເປັນ: ການກວດກາ: ການກວດກາເປັນປົກກະຕິແມ່ນດໍາເນີນການເພື່ອກວດສອບຄວາມຖືກຕ້ອງ, ທົນທານ, ແລະການເຮັດວຽກຂອງອົງປະກອບ fixture.
ການກວດສອບຄວາມທົນທານ: ການວັດແທກທີ່ຊັດເຈນແລະການກວດສອບຄວາມທົນທານແມ່ນດໍາເນີນການເພື່ອຢືນຢັນວ່າອຸປະກອນໄດ້ບັນລຸມາດຕະຖານທີ່ກໍານົດໄວ້.
ການກວດສອບການຈັດລຽງ: Fixtures ໄດ້ຖືກກວດສອບເພື່ອຮັບປະກັນວ່າພວກເຂົາຮັກສາການຈັດຕໍາແຫນ່ງທີ່ຖືກຕ້ອງແລະທິດທາງສໍາລັບການປະກອບ.5. ພາລະບົດບາດໃນອຸດສາຫະກໍາຍານຍົນ: ການເຊື່ອມໂລຫະລົດຍົນແມ່ນສໍາຄັນຕໍ່ຂະບວນການຜະລິດລົດຍົນ: ການເຊື່ອມໂລຫະ Chassis: Fixtures ຮັບປະກັນການຈັດຕໍາແຫນ່ງທີ່ຖືກຕ້ອງຂອງອົງປະກອບ chassis, ລວມທັງພາກສ່ວນກອບແລະອົງປະກອບ suspension.ການເຊື່ອມໂລຫະກະດານ: ພວກເຂົາເຈົ້າຖືກະດານຮ່າງກາຍ, ເຊັ່ນ: ປະຕູ, hoods, ແລະ fenders, ໃນຕໍາແຫນ່ງທີ່ຖືກຕ້ອງສໍາລັບການເຊື່ອມໂລຫະ, ປະກອບສ່ວນກັບຄວາມສົມບູນຂອງໂຄງສ້າງຂອງຍານພາຫະນະ.ການເຊື່ອມໂລຫະ seam: Fixtures ຖືກນໍາໃຊ້ໃນການເຊື່ອມ seams, ຂໍ້ຕໍ່, ແລະການເຊື່ອມຕໍ່ເພື່ອສ້າງພັນທະບັດທີ່ເຂັ້ມແຂງແລະເຊື່ອຖືໄດ້.
ການເຊື່ອມໂລຫະອັດຕະໂນມັດ: ໃນຫຼາຍໆກໍລະນີ, ການເຊື່ອມໂລຫະໄດ້ຖືກປະສົມປະສານກັບຈຸລັງການເຊື່ອມໂລຫະສໍາລັບການຜະລິດອັດຕະໂນມັດ, ປັບປຸງປະສິດທິພາບແລະຄວາມສອດຄ່ອງຕື່ມອີກ.6. ການປັບແຕ່ງສໍາລັບຜູ້ຜະລິດລົດຍົນ: ຜູ້ຜະລິດອຸປະກອນການເຊື່ອມໂລຫະລົດຍົນມັກຈະມີຄວາມຊ່ຽວຊານໃນການສ້າງອຸປະກອນທີ່ປັບແຕ່ງຕາມຄວາມຕ້ອງການສະເພາະຂອງຜູ້ຜະລິດລົດຍົນແຕ່ລະຄົນ.ອຸປະກອນເຫຼົ່ານີ້ຖືກອອກແບບເພື່ອຕອບສະຫນອງມາດຕະຖານແລະຂໍ້ກໍານົດສະເພາະຂອງອຸດສາຫະກໍາ, ແລະພວກເຂົາສາມາດດັດແປງໄດ້ສໍາລັບຮູບແບບຍານພາຫະນະທີ່ແຕກຕ່າງກັນພາຍໃນສາຍຜະລິດຕະພັນຂອງຜູ້ຜະລິດ.ສະຫລຸບລວມແລ້ວ, ເຄື່ອງເຊື່ອມໂລຫະລົດຍົນແມ່ນສ່ວນປະກອບສໍາຄັນຂອງຂະບວນການຜະລິດລົດຍົນ.
ການແກ້ໄຂ (ການບໍລິການການແກ້ໄຂ Turnkey)
ຮ່າງກາຍຢູ່ໃນລະບົບສະພາແຫ່ງສີຂາວ:
1, ສໍາເລັດຮູບການເຊື່ອມໂລຫະສາຍ
2, ແບບຢືນຢູ່ຄົນດຽວຈຸລັງເຊື່ອມ
3,ການເຊື່ອມໂລຫະ Fixtures ແລະ Jigs:
CCB ASSYການເຊື່ອມໂລຫະ, Floor Pan ASSY Welding Fixture, Wheelhouse ASSY Welding Fixture, AB Ring ASSY AB Welding Fixture, Seat ASSY Welding Fixture, Front Seat Cross Member Welding Fixture, Front End ASSY Welding Fixture, Dash Panel ASSYure Welding, and Rocker Fixture Welding Fixture ຜູ້ຜະລິດ, ບໍລິສັດອອກແບບແລະໂຮງງານ.
ລະບົບການຄຸ້ມຄອງ ISO ສໍາລັບການເຊື່ອມໂລຫະ Fixture
ທີມງານ Welding Fixture ຂອງພວກເຮົາ


ຂໍ້ດີຂອງພວກເຮົາ
1.ປະສົບການອຸດົມສົມບູນໃນການຜະລິດອັດຕະໂນມັດແລະການຄຸ້ມຄອງວິສາຫະກິດ.
2.One Stop ການບໍລິການສໍາລັບການ stamping ເຄື່ອງມື, ການກວດສອບ fixture, ການເຊື່ອມໂລຫະ fixtures ແລະຈຸລັງເພື່ອບັນລຸເວລາແລະປະຫຍັດຄ່າໃຊ້ຈ່າຍ, ຄວາມສະດວກໃນການສື່ສານ, ເພື່ອ maximize ຜົນກໍາໄລຂອງລູກຄ້າ.
3.ທີມງານວິສະວະກໍາມືອາຊີບເພື່ອສະຫຼຸບ GD&T ລະຫວ່າງພາກສ່ວນດຽວແລະອົງປະກອບປະກອບ.
4.Turnkey Solution Service-Stamping Tool, ກວດສອບ Fixture, Welding Fixtures ແລະ Cells ດ້ວຍທີມງານດຽວ.
5. ຄວາມສາມາດທີ່ເຂັ້ມແຂງກັບການສະຫນັບສະຫນູນດ້ານວິຊາການສາກົນແລະການຮ່ວມມືຄູ່ຮ່ວມງານ.
6. ຄວາມອາດສາມາດຂະຫນາດໃຫຍ່: ການກວດສອບ Fixture, 1500 ຊຸດ / ປີ; Fixture ການເຊື່ອມໂລຫະແລະຈຸລັງ, 400-600 ຊຸດ / ປີ;ເຄື່ອງມືປະທັບຕາ, 200-300 ຊຸດ/ປີ.
ພວກເຮົາມີພະນັກງານຫຼາຍກວ່າ 352 ຄົນ, 80% ແມ່ນວິສະວະກອນເຕັກນິກອາວຸໂສ.ພະແນກເຄື່ອງມື: 130 ພະນັກງານ, ພະແນກການເຊື່ອມໂລຫະ: 60 ພະນັກງານ, ການກວດສອບພະແນກ fixture: 162 ພະນັກງານ, ພວກເຮົາມີທີມງານຂາຍມືອາຊີບ & ການຄຸ້ມຄອງໂຄງການ, ການບໍລິການໄລຍະຍາວໂຄງການຢູ່ຕ່າງປະເທດ, ຈາກ RFQ ກັບການຜະລິດ, ການຂົນສົ່ງ, ຫຼັງຈາກການຂາຍ, ທີມງານຂອງພວກເຮົາ ສາມາດຈັດການກັບບັນຫາທັງຫມົດສໍາລັບລູກຄ້າຂອງພວກເຮົາໃນພາສາຈີນ, ອັງກິດແລະເຢຍລະມັນ.
ໂຄງການທີ່ສໍາຄັນປະສົບການຂອງເຊນເຊື່ອມໂລຫະແລະການເຊື່ອມ Fixtures
| ໂຄງການເຊື່ອມໂລຫະຫຼັກ (2019-2021) | |||||
| ລາຍການ | ລາຍລະອຽດ | ປະເພດ | ຊື່ໂຄງການ | ຈຳນວນ(ຊຸດ) | ປີ |
| 1 | CCB WF | ການເຊື່ອມໂລຫະອາກ | VW MEB31 | 60 | 2019-2021 |
| 2 | CCB WF | ການເຊື່ອມໂລຫະອາກ | VW MEB41 | 10 | 2020 |
| 3 | CCB WF | ການເຊື່ອມໂລຫະອາກ | VW 316 | 4 | 2020 |
| 4 | CCB WF | ການເຊື່ອມໂລຫະອາກ | ຟອດ T6 | 8 | 2021 |
| 5 | CCB WF | ການເຊື່ອມໂລຫະອາກ | ISUZU RG06 | 3 | 2020 |
| 6 | CCB WF | ການເຊື່ອມໂລຫະອາກ | Bcar, BUV | 6 | 2020 |
| 7 | CCB WF | ການເຊື່ອມໂລຫະອາກ | Bcar, BCAR | 7 | 2020 |
| 8 | ປູພື້ນ WF | Sopt ການເຊື່ອມ | SK326/0RU_K Karoq RU | 15 | 2019 |
| VW316/5RU_K Tarek RU (19003) | |||||
| 9 | WS Spring Link WF | ການເຊື່ອມໂລຫະອາກ | WL/WS | 4 | 2019 |
| 10 | Crossmember Brackets WF | ການເຊື່ອມໂລຫະອາກ | WL/WS | 12 | 2019-2021 |
| 11 | Bumper ຫນ້າ WF | ການເຊື່ອມໂລຫະອາກ | VW281 | 14 | 2019 |
| 12 | Chassis WF | ການເຊື່ອມໂລຫະອາກ | ISUSU RG06 | 18 | 2019 |
| 13 | SL ASY ແລະ MBR ແລະ EXT ASY | Spot ແລະ Arc ການເຊື່ອມ | ຟອດ P703 | 25 | 2019-2021 |
| 14 | CCB WF ແລະ Wroking Cell | ການເຊື່ອມໂລຫະອາກ | ISUSU RG06 | 6 | 2020 |
| 15 | Front Seat Cross ສະມາຊິກ WF | Sopt ການເຊື່ອມ | Volkswagen AG MEB316(20001) | 4 | 2020 |
| 16 | Floor Pan WF ແລະ Grippers | Sopt ການເຊື່ອມ | AUDI/PORSCHE PPE 41(19017 ໄລຍະ 1) | 18 | 2020 |
| 17 | Wheel House WF ແລະ Grippers | ການເຊື່ອມໂລຫະອາກ | Ford BX755 (19018) | 6 | 2020 |
| 18 | AB Ring WF ແລະ Grippers | ການເຊື່ອມໂລຫະອາກ | Ford BX755 (19018) | 14 | 2020 |
| 19 | Dash Panel WF ແລະ Grippers | Sopt ການເຊື່ອມ | ອາຟຣິກາໃຕ້ Ford T6(17028-1) | 10 | 2020 |
| 20 | Cowl WF ແລະ Grippers | ການເຊື່ອມໂລຫະຈຸດ | ອາຟຣິກາໃຕ້ Ford T6(17028-3) | 6 | 2020 |
| 21 | Front End WF ແລະ Grippers | Spot ແລະ Arc ການເຊື່ອມ | ອາຟຣິກາໃຕ້ Ford T6 (17025) | 10 | 2020 |
| 22 | Rocker WF ແລະ Grippers | ການເຊື່ອມໂລຫະຈຸດ | ອາຟຣິກາໃຕ້ Ford T6 (19029) | 8 | 2020 |
| 23 | Floor Pan WF ແລະ Grippers | Sopt ການເຊື່ອມ | AUDI/PORSCHE PPE 41(19017 ໄລຍະ 2) | 63 | 2021 |
| 24 | ເບາະຫຼັງ ແລະ Chassis WF | ການເຊື່ອມໂລຫະອາກ | Ford P703&J73 | 36 | 2020-2021 |
| ໂຄງການອຸປະກອນການເຊື່ອມໂລຫະຫຼັກ (2022) | |||||
| ລາຍການ | ລາຍລະອຽດ | ປະເພດ | ຊື່ໂຄງການ | ຈຳນວນ(ຊຸດ) | ປີ |
| 25 | ການເສີມສ້າງຊ່ອງກາງ WF | Sopt ການເຊື່ອມ | Vinfast VF36 | 8 | 2022 |
| 26 | Floor Pan WF ແລະ Grippers | Sopt ການເຊື່ອມ | AUDI/PORSCHE PPE 41(19017 ໄລຍະ 3&4) | 39 | 2022 |
| 27 | ປູພື້ນ WF | ການເຊື່ອມໂລຫະ Sopt ແລະ Projection Welding | Ford P703 PHEV | 29 | 2022 |
| 28 | Floor Pan WF ແລະ Grippers | Sopt ການເຊື່ອມ | ຕູ້ໃສ່ພື້ນ Porsche E4 (21050) | 16 | 2022 |
| 29 | ອຸໂມງຊັ້ນ WF | ເຄື່ອງໝາຍເລເຊີ | ອຸໂມງຊັ້ນ VW (21008) | 2 | 2022 |
| 30 | ບ່ອນນັ່ງ ASSY WF ແລະເຄື່ອງມື | ການເຊື່ອມໂລຫະອາກ | BYD ບ່ອນນັ່ງ ASSY | 40 | 2022 |
| 31 | ປູພື້ນ WF | Spot ແລະ Arc ການເຊື່ອມ | ການສ້ອມແປງຟອດ | 24 | 2022 |
| 32 | CCB WF | ການເຊື່ອມໂລຫະອາກ | VW Cyclone CCB(21037) | 10 | 2022 |
| 33 | CCB WF | ການເຊື່ອມໂລຫະອາກ | VW MQB37(22022) | 16 | 2022 |
| 34 | A&B-Pillar WF | ການເຊື່ອມໂລຫະຈຸດ | Gestamp GS2203 | 8 | 2022 |
| 35 | ຖານຈຸລັງຫຸ່ນຍົນ | NA | VW Cyclone | 4 | 2022 |
Welding Fixture Manufacturing ສູນ
ພວກເຮົາສາມາດສ້າງອຸປະກອນການເຊື່ອມໂລຫະທຸກປະເພດທີ່ແຕກຕ່າງກັນລວມທັງຂະຫນາດຂະຫນາດໃຫຍ່ຍ້ອນວ່າພວກເຮົາມີເຄື່ອງ CNC ໃຫຍ່.ດ້ວຍຄວາມຫລາກຫລາຍຂອງອຸປະກອນກົນຈັກເຊັ່ນ: milling, grinding, ເຄື່ອງຕັດສາຍແລະເຄື່ອງເຈາະ, ພວກເຮົາສາມາດຄວບຄຸມຂະບວນການປຸງແຕ່ງໄດ້ຢ່າງຖືກຕ້ອງແລະມີປະສິດທິພາບ.
25 ຊຸດ CNC ມີ 2 shift ແລ່ນ
1 ຊຸດ CNC 3 ແກນ 3000*2000*1500
1 ຊຸດ CNC 3 ແກນ 3000*2300*900
1 ຊຸດ CNC 3 ແກນ 4000*2400*900
1 ຊຸດ CNC 3 ແກນ 4000*2400*1000
1 ຊຸດ CNC 3 ແກນ 6000*3000*1200
4 ຊຸດ CNC 3-Axis 800*500*530
9 ຊຸດ CNC 3 ແກນ 900*600*600
5 ຊຸດ CNC 3 ແກນ 1100*800*500
1 ຊຸດ CNC 3 ແກນ 1300*700*650
1 ຊຸດ CNC 3 ແກນ 2500*1100*800



5 ແກນ CNC - ເຄື່ອງຈັກ

4 ແກນ CNC - ເຄື່ອງຈັກ
Welding Fixture Assembly Center



ສູນວັດແທກ CMM ສໍາລັບການເຊື່ອມໂລຫະ Fixture
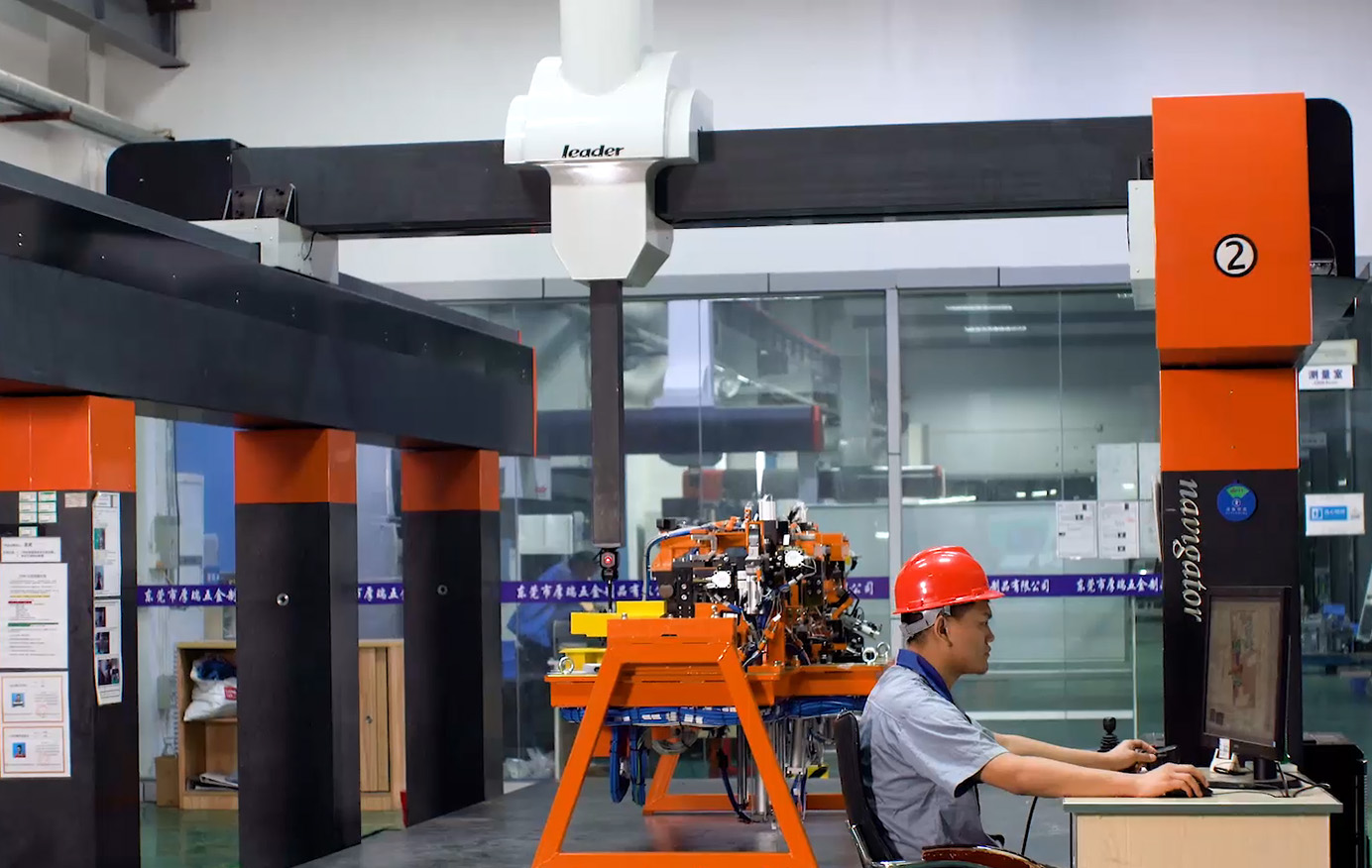


Oບຸກຄະລາກອນທີ່ໄດ້ຮັບການຝຶກອົບຮົມທີ່ດີຂອງພວກເຮົາຈະເບິ່ງແຍງທຸກໆຄັ້ງໃນທຸກໆໂຄງການທີ່ພວກເຮົາມີ.ພວກເຮົາສາມາດເຮັດທຸກຄວາມຕ້ອງການຈາກລູກຄ້າ, ເພື່ອໃຫ້ມີຄວາມພໍໃຈທີ່ໃຫຍ່ທີ່ສຸດໃນ CMM ເຊັ່ນກັນ.
CMM 3 ຊຸດ, 2 ເຊັດ/ມື້ (10 ຊົ່ວໂມງຕໍ່ຄັ້ງ ຈັນ-ເສົາ)
CMM, 3000*1500*1000, Leader CMM, 1200*600*600, Leader Blue-light Scanner
CMM, 500*500*400, Hexagon 2D Projector, ເຄື່ອງທົດສອບຄວາມແຂງ







.png)
.png)